一方で、「3Dプリンターで本当に透明にできるのか」「ガラスのような仕上がりになるのか」といった疑問も多く聞かれます。実際には、造形だけで完全な透明を実現するのは難しく、材料選定や造形条件、後加工によって仕上がりは大きく変わります。
本記事では、3Dプリンターで透明な部品を作るための原理から、対応可能な造形方式や材料、透明度を高める後加工、さらに業務での活用方法や外注の判断ポイントまでを体系的に解説します。初めて検討する方でも、用途に応じた適切な選定や判断ができるようになります。
- 透明な3Dプリントとは?仕組みとできること
- 透明造形が可能な3Dプリンター方式
- 透明材料(レジン・樹脂)の種類と特徴
- 透明度を高める後加工
- 透明度を左右する設計・製造条件
- 透明3Dプリントの用途と業務活用シーン
- 透明3Dプリントの注意点
- 内製か外注か?判断ポイント
- まとめ
- よくある質問
透明な3Dプリントとは?仕組みとできること
透明な3Dプリントとは、光を透過する材料を用いて造形し、内部が見える、あるいは光を通す部品を製作する技術を指します。従来の3Dプリントは試作や形状確認が主な用途でしたが、近年では意匠性や機能性の観点から「透明であること」自体に価値が見出されるケースが増えています。
ただし、ここでいう「透明」はガラスのように完全に透き通る状態を意味するとは限りません。3Dプリンター特有の積層構造や表面の粗さの影響により、造形直後の状態では白く曇った“半透明”に近い仕上がりになることが一般的です。目的に応じて、どの程度の透明度が必要かを理解することが重要です。
「透明」に見える仕組み(光の透過と屈折)
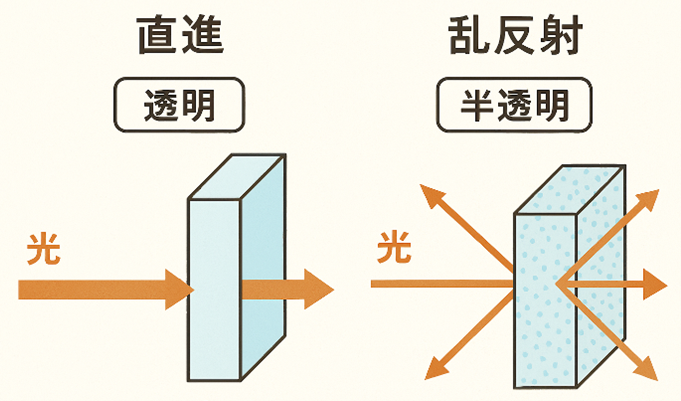
物体が透明に見えるかどうかは、「光がどのように通過するか」によって決まります。光がほとんど散乱せずに直進する状態であれば、私たちはその物体を透明と認識します。
一方で、表面に微細な凹凸がある場合や、内部に不均一な構造がある場合、光は乱反射(拡散)してしまいます。その結果、光がまっすぐ抜けず、白く濁ったように見えてしまいます。これが、3Dプリント品が透明になりにくい主な理由です。
3Dプリンターでは材料を層状に積み重ねて造形するため、どうしても積層痕や微細な段差が発生します。さらに、サポート材の接触跡や表面の粗さも光の散乱を引き起こす要因になります。
つまり、透明性を高めるためには以下の3点が重要になります。
- 光を通しやすい材料を選ぶこと
- 表面の凹凸を極力少なくすること
- 内部構造の不均一を抑えること
これらの条件を満たすことで、よりクリアな仕上がりに近づけることができます。
透明造形が可能な3Dプリンター方式
透明な3Dプリントを実現するためには、どの造形方式を選ぶかが非常に重要です。3Dプリンターには複数の方式がありますが、すべてが透明造形に適しているわけではありません。方式ごとに仕上がりの透明度や表面品質が大きく異なるため、用途に応じた選定が求められます。
結論から言うと、透明度の高い造形を実現したい場合は「光造形方式」が主流となります。一方で、一般的に広く使われている熱溶解積層方式(FDM)などでは、完全な透明を得るのは難しいのが実情です。
光造形(SLA/DLP/LCD)が主流な理由
透明造形において最も広く採用されているのが、液体樹脂(レジン)を光で硬化させる「光造形方式」です。代表的な方式としては、SLA(レーザー方式)、吊り下げ式光造形(プロジェクター方式)、LCD(液晶マスク方式)があります。
これらの方式が透明造形に適している理由は、大きく以下の3点です。
高精細で表面が滑らか
光造形は非常に細かい積層ピッチで造形できるため、表面の凹凸が少なく、光の乱反射を抑えやすいという特徴があります。これにより、他方式と比較して透明度の高い仕上がりが期待できます。
透明材料(クリアレジン)が使用可能
光造形では、もともと透明性を持つ液体樹脂(クリアレジン)を使用できるため、材料面でも透明化に有利です。
後加工との相性が良い
表面が比較的滑らかなため、研磨やコーティングなどの後加工によって、さらに透明度を高めることが可能です。
ただし、造形直後は完全な透明ではなく、やや曇った状態になることが一般的です。後工程を前提とした設計・運用が重要になります。
他方式(FDM・粉末焼結)との違い
光造形以外の方式でも、透明または半透明の材料を使うことは可能ですが、仕上がりの透明度には大きな差があります。
FDM(熱溶解積層方式)
フィラメントを溶かして積み重ねる方式で、比較的安価で導入しやすいのが特徴です。透明フィラメントも存在しますが、押し出し時の気泡や積層痕の影響で光が散乱しやすく、結果として“半透明”程度の仕上がりになることが一般的です。内部の可視化用途には不向きなケースが多いです。
粉末焼結方式(SLSなど)
粉末材料を焼結させて造形する方式で、強度や耐久性に優れています。しかし、材料自体が半透明かつ表面が多孔質になるため、高い透明性を得ることはほぼ困難です。
※板厚を抑えた場合には、水量の目視確認程度の透明度を得ることは可能です。
このように、方式ごとの特徴を理解しておくことで、「なぜ思ったように透明にならないのか」といったトラブルを未然に防ぐことができます。
| 造形方式 | 透明性 | 表面品質 | 主な用途 |
|---|---|---|---|
| 光造形(SLA/DLP/LCD) | ◎(後加工で高透明) | 非常に滑らか | 外観・内部確認 |
| FDM(熱溶解積層方式) | △(半透明) | 粗い | 外観確認 |
| 粉末焼結(SLS) | × | やや粗い | 機能試作 |
透明度の高い3Dプリントを実現するためには、まず適切な造形方式を選ぶことが前提となります。そのうえで、材料の特性や後加工を組み合わせることで、求める品質に近づけていくことが可能です。
透明材料(レジン・樹脂)の種類と特徴
透明な3Dプリントを実現するうえで、造形方式と同様に重要なのが「材料選定」です。特に光造形では、使用するレジン(液体樹脂)の種類によって、透明度だけでなく、強度や耐熱性、耐久性といった性能も大きく変わります。
また、「透明レジン=すべて同じ性能」というわけではありません。用途に応じて適切な材料を選ばなければ、期待した機能を満たせない可能性もあるため注意が必要です。
透明レジンの種類と特性
透明造形に使用されるレジンには、いくつかの種類があり、それぞれ特性が異なります。代表的なものを理解しておくことで、用途に応じた適切な選定が可能になります。
アクリル系レジン(標準クリア)
最も一般的に使用される透明レジンで、バランスの取れた特性を持ちます。透明度が高く、外観確認や簡易的な内部可視化に適しています。レジンは長期使用には向かないケースが多いですが、Tough Clearのように紫外線や湿度に対して安定性が向上したものもあります。

エポキシ系レジン
エポキシ系の3Dプリンター用樹脂は、高い透明性と優れた耐薬品性を持ち、工業用途や研究用途に適しています。ただし、標準的な材料では紫外線や熱の影響で黄変しやすい傾向があり、長期間の透明性維持には注意が必要です。また、材料コストが高くなる場合があります。
耐熱・高機能タイプの透明レジン
耐熱性や耐衝撃性を強化した高機能レジンも存在します。例えば、エンジン周辺の部品や、ある程度の負荷がかかる用途でも使用可能です。ただし、一般的なクリアレジンと比較すると琥珀色のものが多く、透明度がやや低下することがあります。
このように、「透明度」と「機能性」はトレードオフの関係になることも多く、用途に応じたバランス設計が重要です。
透明度を高める後加工
3Dプリント品を透明にするために、最終的な仕上がりを大きく左右するのが「後加工」です。前章までで解説したように、光造形で透明レジンを使用しても、造形直後の状態では完全に透明にはなりません。多くの場合、表面の微細な凹凸や積層痕の影響により、白く曇った状態になります。
この曇りを取り除き、光の透過性を高めるためには、適切な後加工を段階的に行う必要があります。言い換えれば、透明3Dプリントは「造形+後加工」で完成する技術であり、後加工の品質がそのまま最終品質に直結します。
基本工程:洗浄・硬化・研磨
透明造形品の後加工は、いくつかの基本工程に分けられます。まずは全体の流れを理解しておくことが重要です。
1. 洗浄(未硬化樹脂の除去)
造形直後の部品には、表面に未硬化のレジンが付着しています。これをアルコール(一般的にはIPA)で洗浄することで、ベタつきや曇りの原因を取り除きます。洗浄が不十分だと、後工程でムラが発生しやすくなります。
2. 二次硬化(ポストキュア)
UVライトなどを用いて、材料を完全に硬化させる工程です。これにより、強度や耐久性が向上し、後加工時の変形や傷のリスクを低減できます。
透明度を上げる具体的な仕上げ方法
ペーパー研磨(サンドペーパー)
最も基本的な方法で、粗い番手から細かい番手へと順番に磨いていきます。例えば、#400 → #800 → #1200 → #2000 といったように段階的に進めることで、表面の傷を徐々に細かくしていきます。表面の凹凸を削り取り、光がスムーズに通過できる状態に整えます。
コンパウンド磨き
ペーパー研磨後に、さらに細かい粒子のコンパウンドで磨くことで、光沢を出し、透明度を向上させます。自動車のボディ研磨に近いイメージです。
コーティング(クリア塗装)
透明な塗料を表面に塗布することで、微細な傷を埋め、光の乱反射を抑える方法です。均一な塗布ができれば、見た目の透明度が大きく向上します。
透明度をさらに高める仕上げ方法
より高い透明度が求められる場合には、専門的な仕上げ技術が用いられることもあります。
UVコーティング
紫外線で硬化するコーティング材を使用し、表面に均一な透明層を形成する方法です。高い光沢と透明度が得られます。
真空含浸処理
材料内部の微細な空隙に樹脂を浸透させることで、内部の不均一を減らし、透明性を向上させる技術です。主に高精度用途で用いられます。
溶剤処理(表面溶融)
溶剤によって表面をわずかに溶かし、滑らかにする方法です。ただし、取り扱いが難しく、寸法精度に影響を与える可能性があるため、慎重な運用が必要です。
透明3Dプリントにおいて、「どこまでの透明度を求めるか」によって、必要な後加工のレベルや工数は大きく変わります。簡易的な可視化であれば軽い研磨でも十分ですが、外観品質や光学用途では高度な仕上げが不可欠になります。
そのため、業務では「求める品質」と「コスト・納期」のバランスを考慮しながら、内製か外注かを判断することが重要です。

透明度を左右する設計・製造条件
透明レジンを使用しても、造形するだけではガラスのような完全透明にはなりません。透明度を高めるためには、「設計」「造形条件」「後加工」を一体で最適化することが重要です。
ここでは、透明3Dプリントの品質を左右するポイントを整理します。
設計段階で押さえるべきポイント
肉厚はできるだけ均一にする
肉厚にムラがあると、光の透過量が部分的に変わり、濁りや歪みの原因になります。特に厚みが急激に変化する箇所は、見え方に違和感が出やすいため注意が必要です。
積層方向(造形方向)を意識する
3Dプリントでは積層方向によって表面品質が変わります。透明度を重視する面は、積層痕が目立ちにくい向きに配置することが重要です。
サポート配置を最適化する
サポート材の接触部分は表面品質が低下しやすく、透明度にも影響します。外観面や視認したい面にはサポートが付かないよう、配置や造形方向を工夫することが重要です。
内部構造はできるだけシンプルにする
複雑な内部構造や空隙が多い設計は、光の散乱を引き起こし、透明感を損なう要因になります。可視化が目的でない場合は、構造の簡略化も有効です。
透明性を高める造形・製造条件
積層ピッチを細かくする
積層ピッチ(1層あたりの厚み)が粗いと段差が大きくなり、光の乱反射が増えます。できるだけ細かい設定にすることで、透明度の向上が期待できます。
表面粗さを抑える(後加工前提)
造形直後の表面には微細な凹凸があり、そのままでは光が散乱します。後加工で滑らかに仕上げることを前提に、造形条件を設定することが重要です。
内部の均一性を確保する
気泡や未硬化部分があると、光の透過が妨げられます。適切な造形条件と後処理によって、内部品質を安定させることが必要です。
透明性を損なうNG設計
透明パーツでは、一般的な設計では問題にならない要素が、仕上がりに大きく影響することがあります。
急激な形状変化(段差・エッジ)
鋭いエッジや急激な厚み変化は、光の屈折や乱反射を引き起こし、見え方に歪みが生じます。滑らかな曲面設計が推奨されます。
不必要に複雑な内部構造
内部構造が複雑すぎると光が散乱しやすくなり、透明感が低下します。
サポート依存の形状
サポート材が多く必要な形状は、その分だけ表面処理の負担が増え、透明度のばらつきにつながります。可能な限り自立する形状を意識しましょう。
透明3Dプリントでは、「造形後にどう仕上げるか」だけでなく、「そもそも仕上げやすい設計になっているか」が非常に重要です。
設計段階で適切な配慮を行うことで、後加工の工数削減や品質の安定化につながります。特に業務用途では、設計・造形・後加工を分断して考えるのではなく、一連のプロセスとして最適化する視点が求められます。
透明3Dプリントの用途と業務活用シーン
透明3Dプリントは、単なる外観再現にとどまらず、「見えないものを可視化する」という点で大きな価値を持ちます。
設計・開発から営業・展示まで、さまざまな業務プロセスで活用されており、従来の試作では難しかった検証や訴求を可能にします。
従来、透明部品の試作には切削加工や真空注型などが用いられてきましたが、3Dプリンターを活用することで短納期での製作が可能になります。設計変更への対応も柔軟に行えます。
ここでは、具体的な活用シーンを業務視点で整理します。
設計・開発での活用(内部可視化・流路確認)
透明3Dプリントが最も効果を発揮するのが、設計・開発フェーズです。
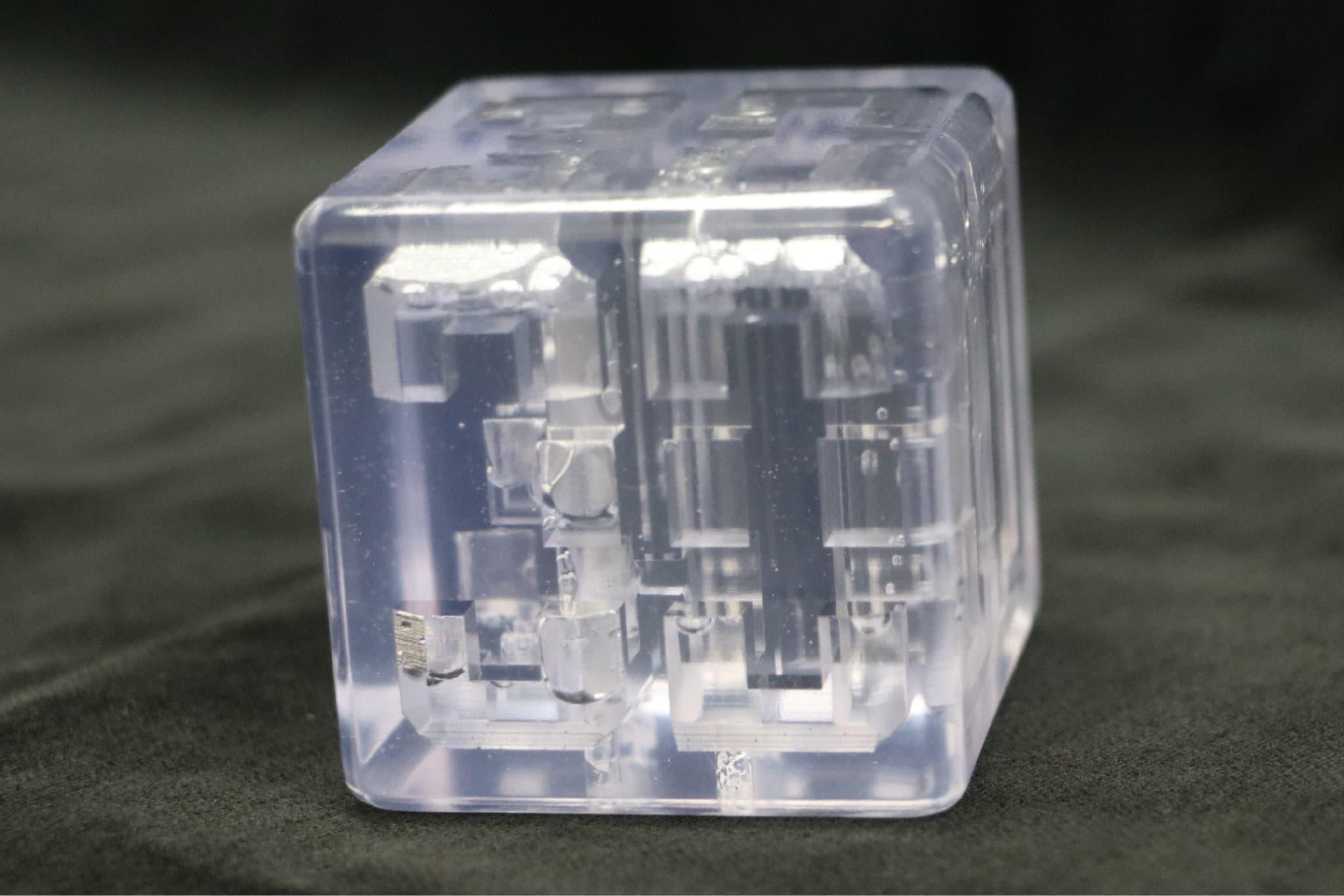
内部干渉・機構確認
透明な筐体や部品を用いることで、組み立てた状態のまま内部の動きや干渉を確認できます。分解せずに検証できるため、設計不具合の早期発見につながります。
流路・流体の可視化
冷却水や空気の流れを伴う部品では、実際の流体挙動を目視で確認できる点が大きなメリットです。シミュレーション結果と実機の挙動を比較する用途にも活用されます。

評価精度の向上
内部構造が見えることで、従来は推測に頼っていた部分を実際に確認できるようになり、設計検証の精度が向上します。
外観評価・説明用途での活用(意匠)
透明性は、見た目の評価にも有効です。
デザイン・外観確認
透明カバーやレンズ部品など、製品の見た目や質感を実物に近い形で確認できます。特に最終製品に透明部品が含まれる場合、完成イメージの再現性が高まります。

営業・展示用途での活用(見せる試作品)
複雑な内部構造などを可視化してみせるなどにより、視覚的に見やすくすることで、顧客への説明やプレゼンテーションでも強力なツールになります。
従来は内部を見せるためにカットモデル(切断モデル)を製作していましたが、透明化することで外観を保ったまま内部構造を見せることが可能になります。
透明3Dプリントが向いている用途の整理
ここまでの内容を踏まえると、透明3Dプリントは以下のようなニーズに特に適しています。
- 内部構造や動きを可視化したい
- 流体や光の挙動を確認したい
- 製品の意匠性や訴求力を高めたい
逆に、強度やコストのみを重視する用途では、透明である必要性は低く、他の材料や方式の方が適している場合もあります。
透明3Dプリントの注意点
透明3Dプリントは、設計・開発の現場において多くの利点をもたらしますが、一方で特有の制約や注意点も存在します。導入や活用を検討する際には、用途に適した使い方を見極めることが重要です。
後加工が前提となる
高い透明度を得るためには、研磨やコーティングなどの後加工がほぼ必須です。これにより、工数や作業時間が増加する点は考慮が必要です。
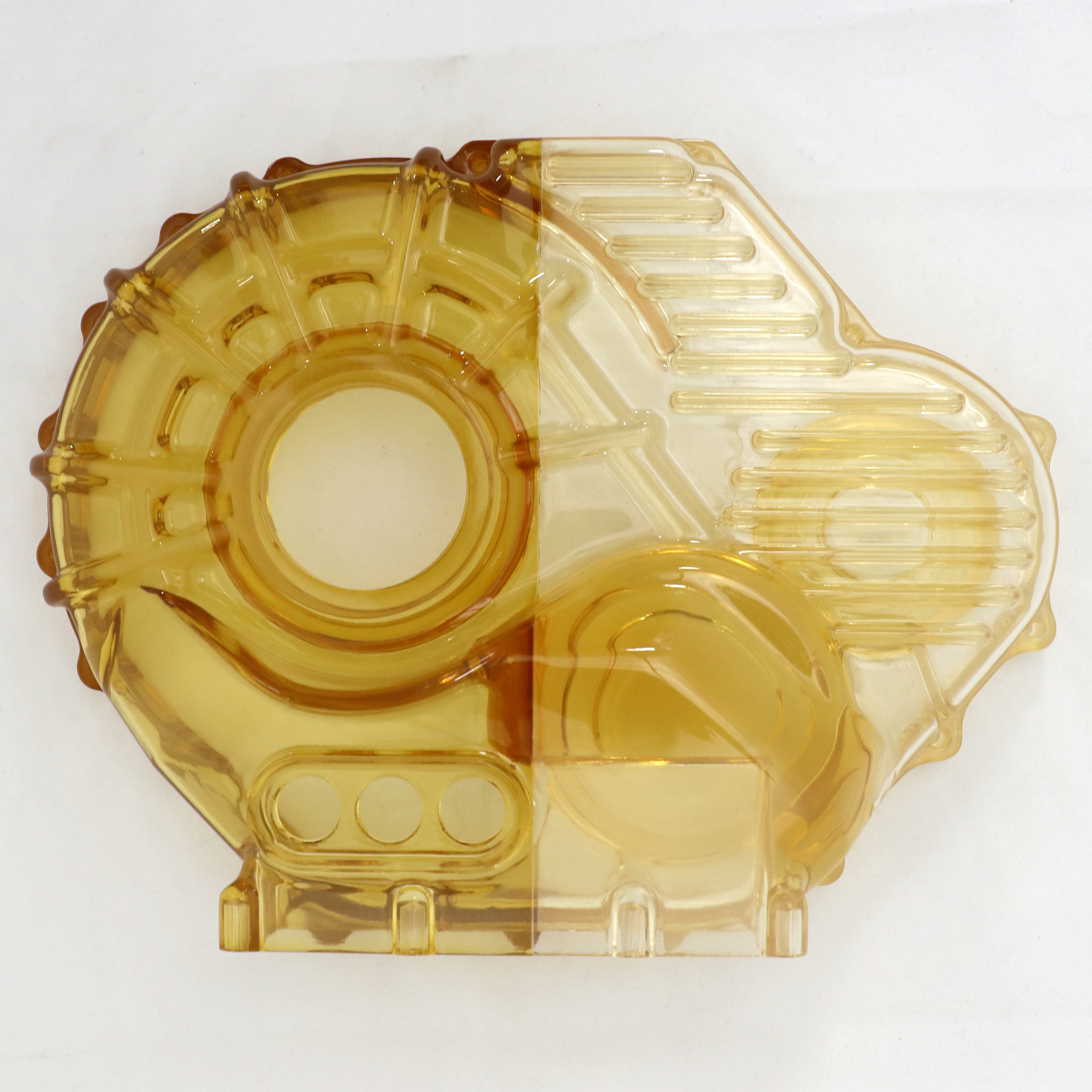
透明材料の色味に注意
透明3Dプリント用の材料は、必ずしも無色透明とは限りません。製品によっては黄色みが強く、場合によっては琥珀色に近い色合いになることもあります。特に材料の種類や造形条件、厚みなどによって色調が大きく変化するため、「クリア」や「無色」を想定した仕上がりと異なる場合があります。完成品の色味が重要な用途では、事前にサンプルやメーカーカタログで材料の色調をよく確認することが大切です。
経年劣化(黄変)のリスク
透明レジンは紫外線や環境条件の影響を受けやすく、時間の経過とともに黄変することがあります。長期使用や屋外用途には適さない場合があります。
傷や汚れが目立ちやすい
透明な部品は表面の微細な傷や汚れが視認されやすく、取り扱いや保管に注意が必要です。外観用途では特に品質管理が重要になります。
材料・コストの制約
透明材料は種類が限られており、機能性との両立が難しい場合があります。また、後加工を含めたトータルコストが高くなる傾向があります。
透明3Dプリントは、「見える化」や「高い意匠性」といった強みを持つ一方で、後加工や材料特性に起因する制約もあります。そのため、単に透明にすることを目的とするのではなく、「どの業務課題を解決したいのか」という視点で活用することが重要です。
内製か外注か?判断ポイント
透明3Dプリントを業務で活用する際に、多くの企業が直面するのが「内製するべきか、それとも外注するべきか」という判断です。特に透明造形は、通常の3Dプリントと比較して仕上がり品質に対する要求が高く、後加工の工数も大きいため、この判断が成果に直結します。
ここでは、それぞれの選択肢に適したケースを整理します。
内製に向いているケース
試行錯誤を頻繁に行う場合
設計初期段階など、形状検討や評価を繰り返すフェーズでは、内製環境があると迅速に試作を回すことができます。多少の透明度で問題ない場合は、簡易的な後加工でも対応可能です。
小型・簡易な部品が中心の場合
サイズが小さく、後加工の手間が比較的少ない部品であれば、社内で対応しやすくなります。設備投資を抑えながら運用できる点もメリットです。
ノウハウを蓄積したい場合
将来的に3Dプリントの活用範囲を広げたい場合、内製化によって材料選定や後加工の知見を蓄積できます。ただし、透明仕上げに関しては習熟が必要であり、一定の試行錯誤が前提となります。
外注に向いているケース
高い透明度・外観品質が求められる場合
展示モデルや最終製品に近い外観評価など、高品質な透明仕上げが必要な場合は、専門設備とノウハウを持つ外注サービスの活用が有効です。均一な仕上がりや安定した品質が期待できます。
後加工の工数をかけられない場合
研磨やコーティングといった後加工には手間と時間がかかります。社内リソースが限られている場合は、外注することで工数を削減できます。
大型・高精度部品の製作
大型部品や高精度が求められるケースでは、設備性能や加工環境の影響が大きくなります。こうした案件では、業務用ハイエンド機を保有する外注先の方が適している場合が多いです。
| 項目 | 内製 | 外注 |
|---|---|---|
| スピード | ◎(即対応可能) | ○(発注リードタイムあり) |
| 初期コスト | △(設備投資あり) | ◎(初期投資不要) |
| 品質(透明度) | △(ばらつきあり) | ◎(安定・高品質) |
透明3Dプリントにおいては、「造形できるかどうか」ではなく、「求める品質を再現できるか」が重要な判断基準になります。特に透明度が求められる用途では、後加工の影響が大きいため、品質と工数のバランスを踏まえた選択が必要です。
実務的には、初期検証は内製、高品質が求められる段階で外注に切り替えるといったハイブリッド運用も有効です。
まとめ
透明3Dプリントは、単に透明な材料を使えば実現できるものではありません。造形方式の選定、材料特性の理解、適切な後加工、そしてそれらを前提とした設計――これらすべてが組み合わさることで、初めて高品質な透明部品が実現します。
特に重要なのは、「どのレベルの透明度が必要か」を明確にすることです。用途に応じて求められる品質は大きく異なり、それによって最適なプロセスも変わります。
- 簡易的な可視化であれば内製+(軽い研磨)+クリア塗装
- 外観評価や展示用途であれば高度な後加工
- 高精度・高品質が求められる場合は外注活用
といったように、目的に応じた使い分けが重要です。
透明3Dプリントは、設計・開発の効率化や製品価値の向上に大きく貢献する技術です。本記事の内容を参考に、自社の業務にどのように活用できるかを検討してみてください。
よくある質問
3Dプリンターでガラスのように完全に透明なものは作れますか?
造形直後の状態でガラスのような完全透明を実現するのは難しいのが一般的です。
3Dプリント品は積層構造による微細な凹凸があるため、そのままでは光が乱反射し、曇ったように見えます。
ただし、研磨やコーティングなどの後加工を適切に行うことで、ガラスに近い透明度まで仕上げることは可能です。特に光造形方式と透明レジンを組み合わせることで、高い透明度が実現できます。また、色味についても、無色透明ではない材料や時間が経過すると色が変化する材料も多いので、色味についても注意が必要です。
透明3Dプリントはどの方式を選べばよいですか?
高い透明度を求める場合は、光造形(SLA/DLP/LCD)が最適です。
FDM方式でも透明フィラメントは存在しますが、内部に気泡や積層痕が残りやすく、基本的には半透明程度の仕上がりになります。
そのため、内部可視化や外観評価など「透明性が重要な用途」では、光造形を選択するのが一般的です。
後加工はどの程度必要ですか?
用途によって必要な後加工レベルは大きく異なります。
- 軽い可視化用途 → 簡易研磨+クリア塗装で対応可能
- 外観確認・展示用途 → 研磨+コンパウンド+コーティング
透明度を高めるには、段階的な研磨が重要であり、後加工の品質が最終仕上がりに大きく影響します。
SOLIZEオンライン3Dプリントについて
「SOLIZEオンライン3Dプリント」は、最短3分でお見積りから形状の再現性の確認、発注までをオンラインで完結できる3Dプリント出力サービスです。
- 業務用ハイエンド3Dプリンターでの高品質造形
- 短納期対応でスピーディにお届け
- 誰でも無料で使える自動3Dデータ評価システム搭載
3Dプリントの形状の再現性を事前に評価できるため、安心してご利用いただけます。
豊富な実績と信頼のサービス
SOLIZE PARTNERSは、1990年に日本で初めて3Dプリンターを導入し、試作品製作サービスを開始したパイオニア企業です。
- 国内最大級のキャパシティを誇る自社保有の樹脂3Dプリンターで製作対応
- 35年以上の運用実績に基づく豊富なノウハウとサポート体制
- 製造業のお客様を中心に、多様なニーズに柔軟に対応
今すぐ「SOLIZEオンライン3Dプリント」を試してみませんか?
3Dデータをアップロードするだけで、簡単にオンライン見積り・発注が完了します。



