本ガイドでは、実際の造形品を仕上げる工程に沿って、基本的な流れからより滑らかに仕上げるための応用テクニック、さらに現場でよくある悩みとその対策まで解説します。
※この記事は過去のブログ記事を総集編として再編集したものです。
光造形プリントの後処理:基本的な流れ
光造形プリント後は、成形物を取り出した後に「洗浄 →二次硬化→サポート除去」の順で仕上げを行うのが一般的です。
洗浄
造形直後のモデル表面や細かな凹部には、未硬化樹脂が付着しています。これを放置すると、表面仕上げにムラが生じたり、後工程(研磨・二次硬化)の品質低下につながる可能性があります。
- 洗浄液としては一般的にイソプロピルアルコール(IPA)や専用の洗浄液が使用されます。
- 手作業(ブラシ併用)でも洗浄は可能ですが、自動洗浄機を使用すると効率が高く、仕上がりのばらつきを抑えられます。
- 洗浄後は十分に乾燥させてから次の工程に進んでください。
二次硬化
二次硬化とは、洗浄・乾燥後にUV光などを使って樹脂をさらに硬化させる工程です。これは光造形ならではの工程で、材料本来の機械的特性(強度・耐久性・寸法精度・耐熱温度)を引き出すために欠かせません。
- 多くの場合、専用UV照射装置を使用します。
- 二次硬化が不十分な場合、樹脂が軟らかい状態のままとなり、仕上げ作業中に傷が付きやすくなる可能性があります。
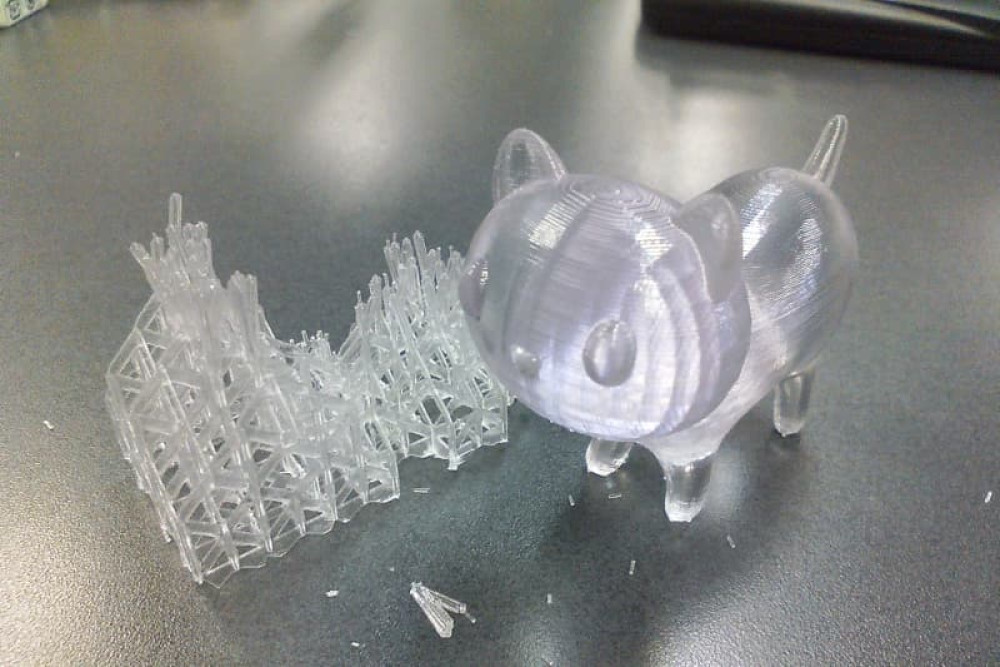
サポート材の除去
サポートは造形物を安定させるための一時的な構造ですが、取り外し忘れや無理な除去は表面のキズや変形の原因になります。
- 洗浄前に取り外す場合と、二次硬化後に取り外す場合があります。素材や形状によって作業性が変わるので、適切なタイミングを選択することが重要です。
- カッターやニッパーを使う場合は、造形品本体を傷つけないように注意してください。
表面仕上げのテクニック:さらに滑らかにする方法
今回は「SL7870
」を使用し、猫のモデルを造形しました。サポート除去後の状態では、積層痕がやや目立つ仕上がりとなっています。より滑らかな外観を目指すため、追加の仕上げ工程を行います。
主な工程は以下の通りです。
紙やすりでの磨き → スポンジタイプのやすりでの磨き → クリア塗装 → 最終仕上げ(水研ぎ、コンパウンド磨き)※必要に応じて
磨き(研磨)
磨きは、積層痕や小さなキズを目立たなくするための最も基本的な仕上げ方法です。
通常は粗目 → 細目 → さらに細かい番手へと段階的に研磨します。
今回は、240番の紙やすりから開始しました。

その後、320番、400番へと番手を上げ、さらにスポンジタイプのやすり(FINE → SUPER FINE → ULTRA FINE)で仕上げます。
やすりでは届きにくい細部の積層を除去するために、デザインナイフもあると便利です。

※奥が320番、400番、手前はスポンジタイプのやすりで、左から FINE、SUPER FINE、ULTRA FINE です。
道具が揃ったので、まずは磨いていきます。
作業中、猫のモデルが手から落下し、しっぽが折れてしまうトラブルが発生しました。

光造形品は衝撃には弱く割れやすい特性があります。取り扱いには十分注意して下さい。
紙やすりでの仕上げ
研磨のポイント
- 広い面から順番に磨く
- 首輪などの細かいディテールを削りすぎないよう注意する
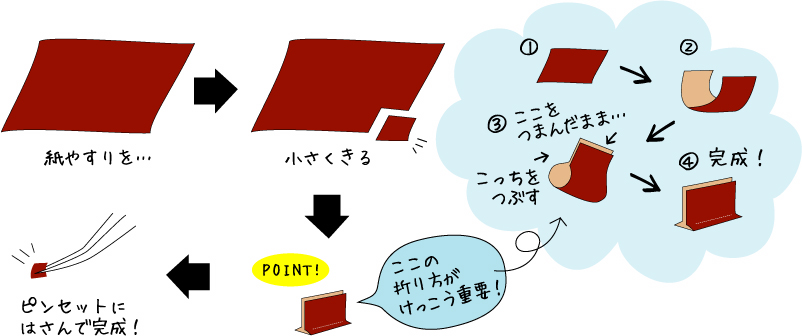
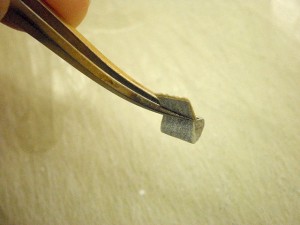
- 細部は、やすりをピンセットでつまんで磨く
約1時間の研磨で、積層痕はほぼ除去できました。

積層の残りは、光に当ててさまざまな角度から確認すると見つけやすくなります。やすりが当たっていない部分は光を反射するため、判別しやすくなります。
足の間などの曲面部は、やすりの折り方の応用編で、間にスポンジを挟んだものを使用すると当たりやすくなるためおすすめです。
首輪の周りのような細かい形状は、この段階で輪郭をはっきりさせておくことが重要です。
クリア塗装時に塗料で段差が埋まってしまうことがあるためです。必要に応じて、デザインナイフで溝を整えます。

磨いたり削ったりすること約1時間、ようやくすべての積層を落とすことができました。指で触ってもツルツルしています。
※今回は細部形状に時間を要しましたが、単純な形状であればここまで時間はかかりません。
スポンジやすりでの仕上げ
紙やすりによる研磨が完了したら、スポンジやすりへ移行します。まずは一番粗いFINEから開始します。
紙やすりで付いたキズをなでるように均し、FINEで傷が消えたらSUPER FINE、ULTRA FINEへと進めます。途中で消えない傷を見つけた場合は、前の番手に戻って丁寧に処理します。
紙やすりは小さくカットしましたが、スポンジやすりは大きいままでも問題ありません。
自分の持ちやすいサイズにカットして使いましょう。
紙やすりが終わった段階でもツルツル感はありますが、スポンジで磨いた部分は、指に吸い付くような不思議なツルツル感が出てきます。
水を使いながら研磨する「水研ぎ」を行うと、キズを抑えつつ、より滑らかな表面に仕上がります。
コーティング(クリア塗装)
研磨だけでは消えない細かな傷や微細な凹凸には、透明コーティング剤(エポキシ、クリアレジン、スプレータイプのクリア塗料など)を塗布する方法が有効です。
薄く均一に塗布することで、光沢と耐久性が向上します。
装備準備
使用したものは以下です。

左から、ゴム手袋、造形品、塗装用台座、スプレータイプのクリア塗料。
塗装用の台座は、ケミウッドの角材と割り箸をくっつけた手作り品です。ダンボールなどでも代用可能です。
塗装前には、研磨時に付着した皮脂や汚れを除去してください。食器用洗剤などで洗浄し、十分に乾燥させます。

塗装方法
台座に両面テープを貼り、造形品を固定します。
※元から塗装の予定があるものは、このような台座がなくても塗装ができるような設計にしておくと良いでしょう。
今回の造形品の場合は、足の裏にピンを付けておいたりすると、それを持って塗装ができるのでやりやすいはずです。

台座に固定できたら、クリアを吹きます。
スプレー缶をよく振り、対象物から約30cm離して均一に吹き付けます。3往復程度で十分な光沢が得られます。
ツヤの程度に応じて重ね塗りの回数を調整してください。ただし、塗りすぎると液だれの原因になります。
3往復くらい吹きかけると、このようになりました。

乾燥後はツヤがやや落ちるため、やや多めに塗布するのが目安です。
約2時間乾燥させれば完成です。

着色する場合は、クリア塗装前に塗装を行います。

こちらの造形品は、以下の3色を混ぜて塗っています。
- C47 クリアーレッド
- C50 クリアーブルー
- C46 クリアー
今回使用した表面仕上げコート材は「Mr.スーパークリアーUVカット 光沢」です。
液体樹脂での補修
仕上げ中に小さな欠けや凹みが見つかった場合、その部分に液体樹脂を流し込み、再度硬化させて補修します。
UVレジンや同素材の樹脂を使うと、肉盛り補修がスムーズにできます。
よくある問題とその解決方法
光造形の仕上げ工程では、以下のような問題が発生することがあります。ここでは原因と対策を挙げます。
- 表面がまだべたつく・ツヤが出ない:
洗浄不足や二次硬化不足が原因の可能性があります。IPA洗浄後、十分に乾燥させ、適切な時間二次硬化を行ってください。
- サポート除去でキズがつく:
除去タイミングや工具を見直します。二次硬化前のサポート除去や専用工具の使用で改善する場合があります。
- 研磨後でもムラが残る:
番手を段階的に変更し、スポンジやすりやコーティングを併用すると均一に仕上がります。
まとめ
光造形3Dプリンターは高い解像度と精度を実現できる一方で、後処理(仕上げ)の精度が最終品質を大きく左右します。
基本の洗浄・二次硬化・サポート除去を確実に行い、用途に応じて磨きやコーティングを組み合わせることで、試作品だけでなく機能部品や顧客向け展示サンプルとしても通用する品質へと引き上げることが可能です。
SOLIZEオンライン3Dプリントについて
「SOLIZEオンライン3Dプリント」は、最短3分でお見積りから形状の再現性の確認、発注までをオンラインで完結できる3Dプリント出力サービスです。
- 業務用ハイエンド3Dプリンターでの高品質造形
- 短納期対応でスピーディにお届け
- 誰でも無料で使える自動3Dデータ評価システム搭載
3Dプリントの形状の再現性を事前に評価できるため、安心してご利用いただけます。
豊富な実績と信頼のサービス
SOLIZE PARTNERSは、1990年に日本で初めて3Dプリンターを導入し、試作品製作サービスを開始したパイオニア企業です。
- 国内最大級のキャパシティを誇る自社保有の樹脂3Dプリンターで製作対応
- 35年以上の運用実績に基づく豊富なノウハウとサポート体制
- 製造業のお客様を中心に、多様なニーズに柔軟に対応
今すぐ「SOLIZEオンライン3Dプリント」を試してみませんか?
3Dデータをアップロードするだけで、簡単にオンライン見積り・発注が完了します。



