3Dプリンター活用では、CADデータの完成度だけでなく、どのような条件で造形するかが最終品質を大きく左右します。実際の現場では、試作を重ねる中で初めて把握できる事象も多く、事前知識の有無が品質・コスト・納期に直結します。
同じデータを使用しても、機械特性・外観品質・精度に差が生じることがあります。その代表的な要因が「造形方向」です。
本コラムでは、製造業の現場で役立つ視点から、造形方向の基本概念と、方式別の注意点を体系的に解説します。
造形方向とは?
造形方向とは、3Dプリンターで造形する際に、モデルをどの向きで配置し、どの方向に積層するかを指します。
この積層方向が変わることで、以下の要素が変化します。
- 機械的強度(層間強度)
- 表面品質(積層痕の出方)
- サポート材の量
- 造形時間
- 寸法安定性
- 後処理工数
3Dプリントは「積層造形(Additive Manufacturing)」とも呼ばれます。
その名の通り、材料を“層(レイヤー)”として少しずつ積み重ねて形を作る加工方法です。
この「積み重ねる」という構造が、造形品質に大きく関係しています。
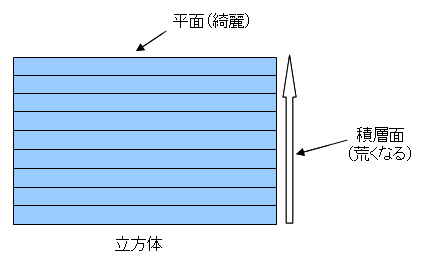
XY方向(横方向)は、ノズルやレーザーがなめらかに動きながら材料を配置するため、比較的きれいに仕上がります。いわば“平面を描く”イメージです。
一方、Z方向(高さ方向)は事情が異なります。
下記の図のように、3Dプリンターはモデルを一定の厚みごとにスライスし、その断面を一段ずつ積み上げていきます。
つまり、Z方向は連続しているように見えて、実際には「薄い板を何枚も重ねている」状態です。
そのため、曲面や斜面ではどうしても“階段状”の段差が発生します。
これがZ方向で品質差が出る主な理由です。
積層ピッチ(1層あたりの厚み)を小さくすれば、この段差は目立ちにくくなります。しかし、
- 造形時間が長くなる
- コストが上がる
- 生産効率が下がる
といった影響も出てきます。
つまり、Z方向は構造上、どうしても段差の影響を受けるという点が3Dプリントの基本的な特性です。
ただし、これは単純な立方体のように“平らな面が多い形状”の場合の話です。
曲面が多い形状になると、少し事情が変わってきます。
例えば、卵のように全体が丸みを帯びた形状を想像してみてください。
このような形状には、はっきりとした平面がほとんどありません。
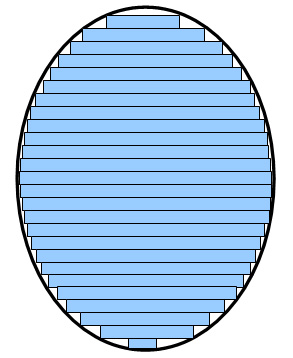
3Dプリントは、形状を薄い層ごとに区切って積み重ねていきます。
そのため、曲面であっても内部的には「段々」に置き換えられて造形されます。
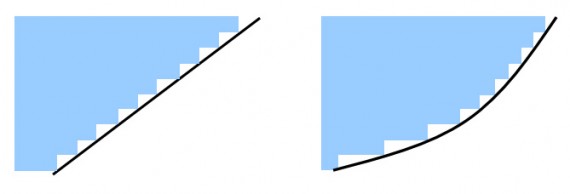
特に注意が必要なのは、ゆるいR(アール)を寝かせた方向の再現に弱いということです。
下図は、先ほどの卵形状の先端部のアップです。
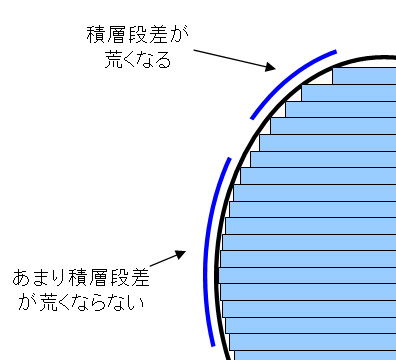
曲面の始まりや終わりの部分では、1層あたりの変化量が小さくなります。
その結果、少ない層数で形状を表現することになり、どうしても段差が目立ちやすくなります。
つまり、
- 曲面はどの向きで置くかによって、段差の出方が大きく変わる
- 同じデータでも、向きを変えるだけで見た目が変わる
ということです。
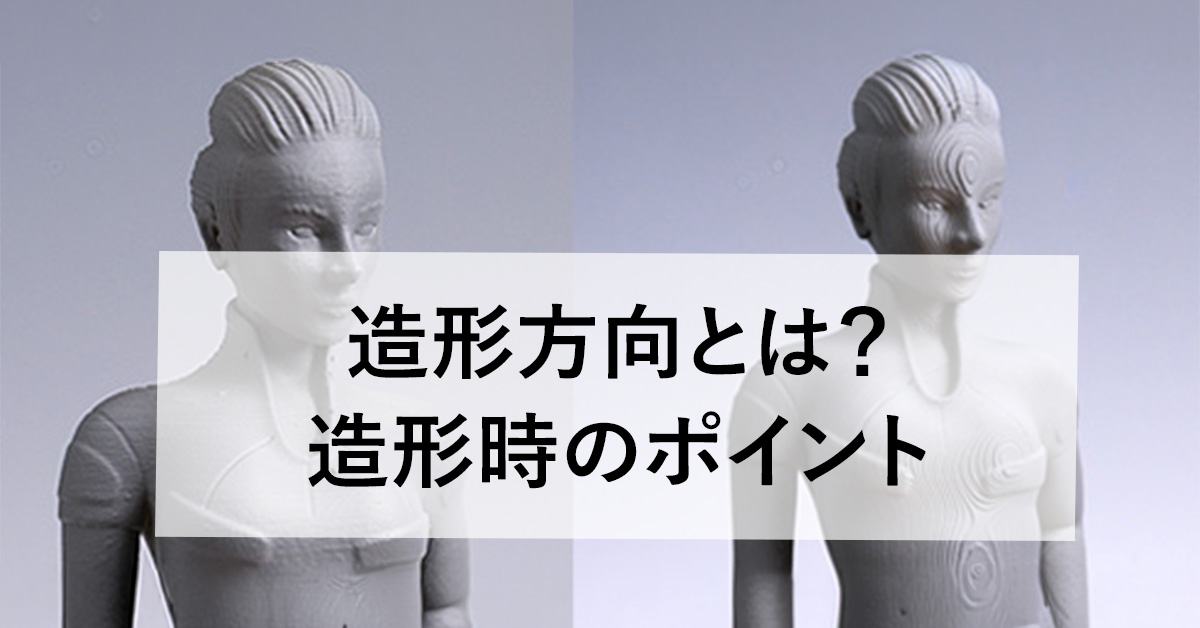
実際に造形方向を変えて出力すると、下図のようにおでこや胸のようななだらかな曲面部分で、段差の出方がはっきり変わることが確認できます。

縦に立てた場合と、横に寝かせた場合では、「どこに段差が集中するか」が変わるのです。
そのため、曲面が多い形状では、段差が一番目立つ位置をどこに持ってくるかを意識して造形方向を決めることが重要です。
全造形方式共通:造形方向を意識した3Dプリンター造形のコツ
モデルの置き方(全方式共通の基本)
荷重方向と積層方向の関係を把握する
上記で説明した通り、Z方向の強度はXY方向より弱くなる傾向があります。
荷重がかかる方向と層方向が直交しないように配置することが重要です。
Z高さを抑えることで生産性を高める
Z方向の高さが増えると造形時間が延びます。
量産や複数同時造形では、生産効率の観点から高さを抑える配置が有効です。
積層ピッチ(レイヤー高さ)の設定
積層ピッチは表面品質と造形時間のバランスを決めます。
- 小さい(高精細) → 表面品質向上、造形時間増加
- 大きい (粗い)→ 時間短縮、段差が目立ちやすい
斜面や曲面が多い部品では、積層痕が目立たない方向に配置することが品質向上につながります。
造形速度の最適化
速度を上げると生産性は向上しますが、
- 精度低下
- 層間接着不足
- 反りや歪み
などのリスクがあります。
FDM方式の場合:造形方向+条件設定が品質を左右
FDM(熱溶解積層方式)は、パラメータの自由度が高く、設計条件の影響を強く受ける方式です。
造形方向に加えて、ノズル径と充填率の設計が重要になります。
モデルの置き方(FDM)
- Z方向の引張強度は弱くなりやすい
- 垂直方向の薄肉部は層間剥離リスクあり
- オーバーハングが多いとサポート増加
- 仕上げ面を優先する
意匠面・嵌合面はサポート接点を避ける配置にします。
荷重方向をXY平面に近づける配置が基本です。
ノズル径のサイズ
ノズル径は線幅・強度・造形速度に直接影響します。
| ノズル径 | 特徴 | 主な用途 |
|---|---|---|
| 0.2~0.4mm | 高精細 | 嵌合確認・小型試作 |
| 0.6mm以上 | 高強度・高速 | 治具・構造部品 |
ノズル径が大きいほど層間接着面積が増え強度向上は向上しますが、細部の再現性は低下します。
用途に応じた最適化が必要です。
充填率(Infill)
充填率は内部構造密度を決める重要パラメータです。
| 充填率 | 用途例 |
|---|---|
| 20~30% | 外観確認 |
| 40~60% | 治具 |
| 80~100% | 高荷重部品 |
ただし重要なのは、充填率単体では強度は決まらないという点です。
強度は以下の組み合わせで決まります。
- 造形方向
- 外周厚(シェル数)
- 充填率
- 材料特性
100%充填が常に最適とは限らず、外周厚を増やす方が効率的な場合もあります。
FDMで起こりやすいトラブル例
- ボルト締結部の割れ
- スナップフィットの破断
- 薄肉部の層間剥離
- 大型部品の反り
これらの多くは、造形方向とパラメータ設定の見直しで改善可能です。
FDM以外の方式:造形方向の考え方
光造形(SLA/吊り下げ式光造形)の場合
特徴
- 高精度・滑らかな表面
- サポート必須
注意点
- 仕上げ面を優先する
意匠面・嵌合面はサポート接点を避ける配置にします。
- 吸着防止のため傾斜配置が必要
吊り下げ式光造形では、レジンタンク底面からモデルを引き剥がす工程があるため、大きな平面を水平に配置すると吸着力が増大し、造形失敗や変形の原因になります。そのため、10〜45度程度傾けた配置が一般的です。
- 長尺Z方向は変形リスクあり
仕上げ面の向きとサポート設計が品質を左右します。
粉末焼結(SLS/MJF)の場合
特徴
- 粉末が支持体となるためサポート不要
- 複雑形状に強い
- 強度と靭性に優れる
注意点
- Z方向高さが造形時間に直結
- 熱収縮による寸法変動
- 中空構造は粉抜き設計が必要
量産用途では、ビルド内の配置位置による差も考慮する必要があります。
よくある質問
造形方向はどの段階で検討すべきですか?
造形方向は、可能なかぎり設計の早い段階から意識しておくと、後工程での修正や磨き工数の増加を抑えるうえで有効です。
すべての方式で強度の方向性はありますか?
程度は異なりますが、積層造形である以上、方向性の影響は存在します。特にFDMでは顕著です。
FDM方式では、充填率を上げれば強度は最大になりますか?
充填率だけでは決まりません。
外周厚や造形方向との組み合わせが重要です。
まとめ
造形方向は、3Dプリンター活用における重要な設計要素です。
- 造形方向は品質・強度・コストを左右する重要要素
- 全方式共通で荷重方向・仕上げ面・Z高さを意識
- FDM方式ではノズル径・充填率の設計が特に重要
- 光造形ではサポート設計を考慮
- 粉末方式では熱影響を考慮
単なる造形ノウハウではなく、用途から逆算した方式選定と方向設計が求められます。
SOLIZEオンライン3Dプリントについて
「SOLIZEオンライン3Dプリント」は、最短3分でお見積りから形状の再現性の確認、発注までをオンラインで完結できる3Dプリント出力サービスです。
- 業務用ハイエンド3Dプリンターでの高品質造形
- 短納期対応でスピーディにお届け
- 誰でも無料で使える自動3Dデータ評価システム搭載
3Dプリントの形状の再現性を事前に評価できるため、安心してご利用いただけます。
豊富な実績と信頼のサービス
SOLIZE PARTNERSは、1990年に日本で初めて3Dプリンターを導入し、試作品製作サービスを開始したパイオニア企業です。
- 国内最大級のキャパシティを誇る自社保有の樹脂3Dプリンターで製作対応
- 35年以上の運用実績に基づく豊富なノウハウとサポート体制
- 製造業のお客様を中心に、多様なニーズに柔軟に対応
今すぐ「SOLIZEオンライン3Dプリント」を試してみませんか?
3Dデータをアップロードするだけで、簡単にオンライン見積り・発注が完了します。
▶マイページ作成特典【3Dプリンター無料セミナー動画プレゼント】のご案内
3Dプリンターを使ってみる中で、「ヒケや反りが発生した」「形状がつぶれてしまった」 「細かい溝が再現されなかった」「途中で造形が止まってしまった」など想定外の問題が発生しうまくいかないーーーそんなお悩みはありませんか?
造形方式別の仕組み・造形原理と3Dデータ作成の注意点を解説し、3Dプリンターでパーツ製作する際に考慮すべき設計要件を動画内で解説しています。



