![]()
- SOLIZEオンライン3Dプリント出力サービス
- 材料ラインアップ
- 対応造形方式
- インクジェットUV硬化
インクジェットUV硬化
インクジェットUV硬化の特徴や造形原理の紹介、注意事項について詳しく紹介しております。
-
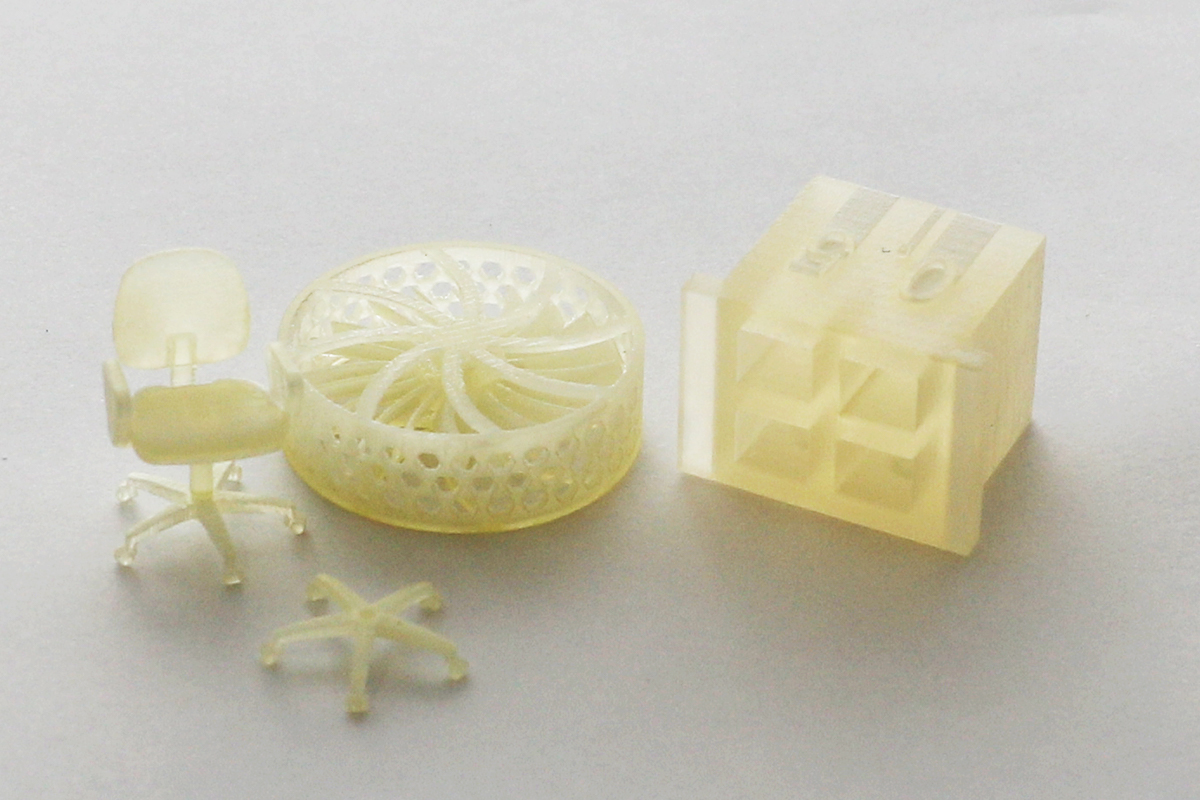
細かい形状がとにかく得意!
小さく細密な形状の造形におすすめです造形対応サイズは小さいですが、SOLIZEオンライン3Dプリントの対応材料の中でも一番細かい形状が再現可能です。
製品になる部分と製品を支える部分の材料を一度にノズルから噴射し、そのあとに光を当てることで硬化させる方式です。
- 対応材料
- Visijet M3 Crystal
- 積層ピッチ
- 0.029mm
- 備考
- 光造形と比較し、強度は劣ります。落下時に破損の可能性あり。
このページの目次
造形工程紹介
-
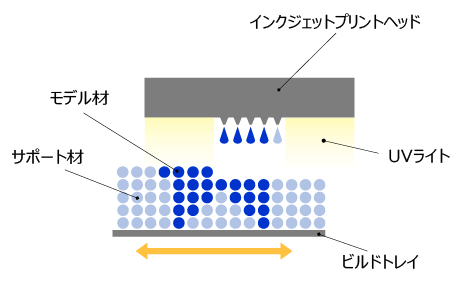
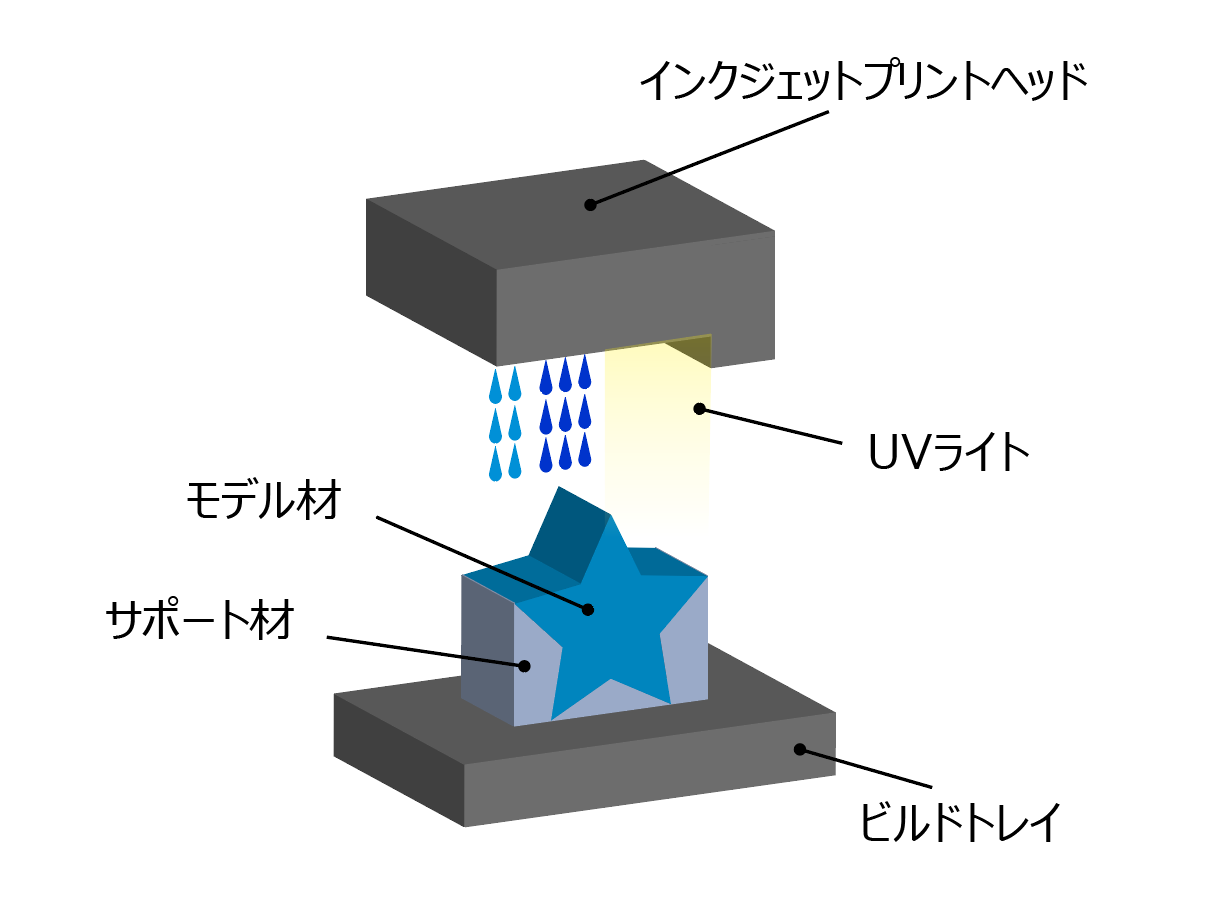
手順1:造形
モデル材とサポート材、2種類の材料をトレイの上に塗布します。その後UVライトで2種類の材料を硬化させます。これを繰り返し行い。積み重ねて造形します。
-

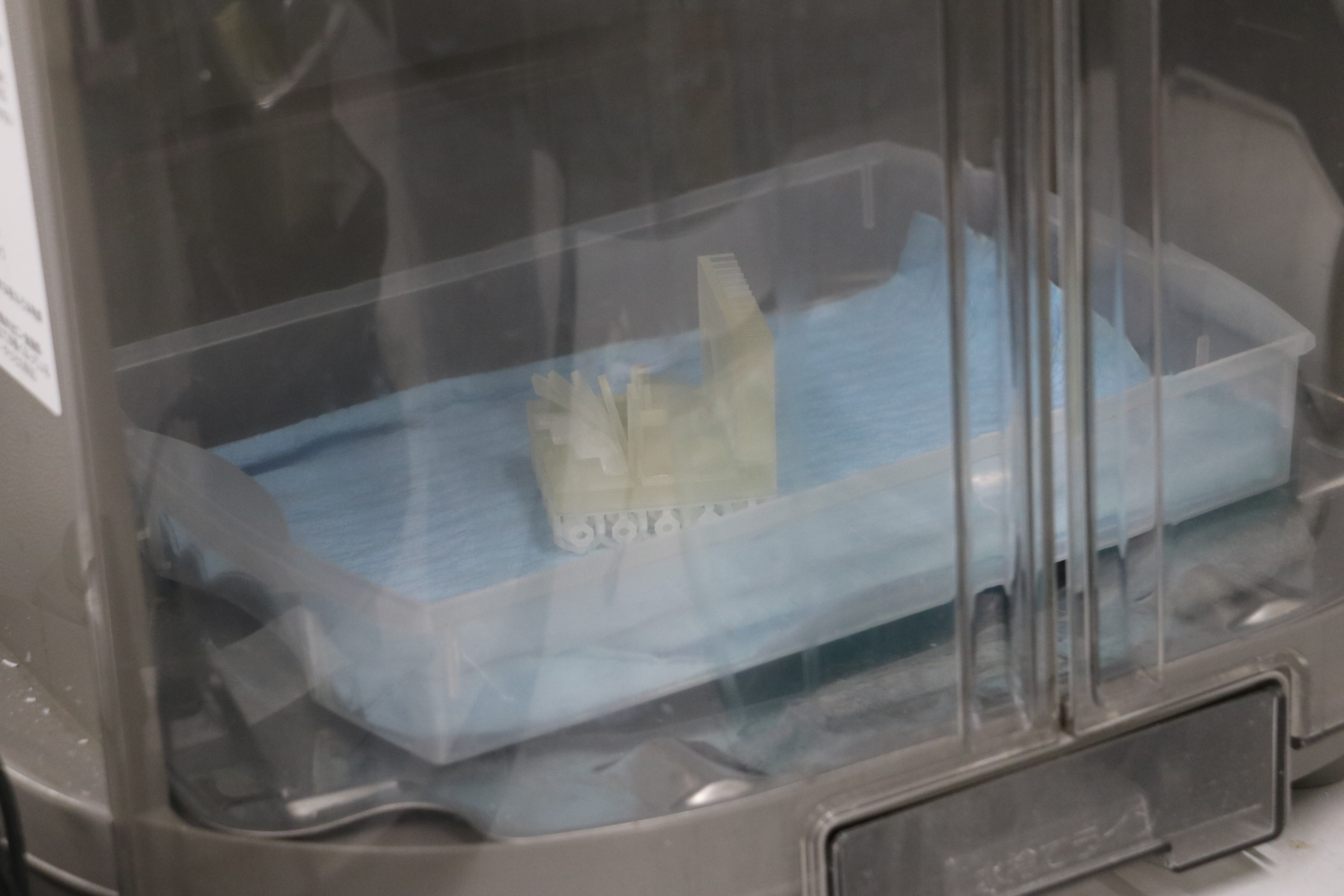
手順2:洗浄・サポート除去
洗浄液で製品の周りについてるサポート材を溶かします。その後道具を使ってこびりついているサポート材を取り除きます。
-
手順3:乾燥
洗浄液などの余分な水分を乾燥させます。
造形機の中の構造

造形品の注意事項
-
形状の再現性について
- 再現できる最小板厚
0.4mm
※肉薄面積が大きい場合は反り、変形が起こる可能性があります。
- 微細形状の再現性
- 凸形状:推奨値 0.3mm以上(ただし、サポート除去時に破損の懸念が有ります)。
凹形状:推奨値 0.3mm以上
※サポート面における凹形状の幅は0.5mm以上、凹量は1mm以上。
(サポート材のケバケバした物が付着しますが、除去すれば形状自体は再現されます) - 特定の変形しやすい形状
-
箱形状 肉薄(1.5mm以下)の場合、変形の可能性があります。 板形状 面積に対して肉厚が薄い場合、反りが起こる可能性があります。 塊形状 収縮により、基準値よりも小さめに出来る傾向にあります。
-
製品の外観に関して
- 積層段差
- 造形方向に対し、緩斜面形状には荒い積層段差が現れます。
- 三角パッチ
- STLデータを構成する三角面が、微小な凹凸となって造形面に再現されることがあります。
-
材料残り・サポート残りについて
中空形状の場合、内部のサポートを取り除く為、Φ5mm以上の穴を2か所以上データに設ける必要があります(推奨Φ10mm)。サポートの抜き穴を設けない場合は内部にサポートが封入された状態で出荷されます。また、袋小路や微細部にサポート材がが残り硬化することがあります。
サポートは除去した状態でお届けいたします(ただしサポートが付いていた面は少しザラザラした状態となります)。