![]()
- SOLIZEオンライン3Dプリント出力サービス
- 材料ラインアップ
- 対応造形方式
- 光造形(Figure 4®)
光造形(Figure 4®)
光造形(Figure 4®)の特徴や造形原理の紹介、注意事項について詳しく紹介しております。
-
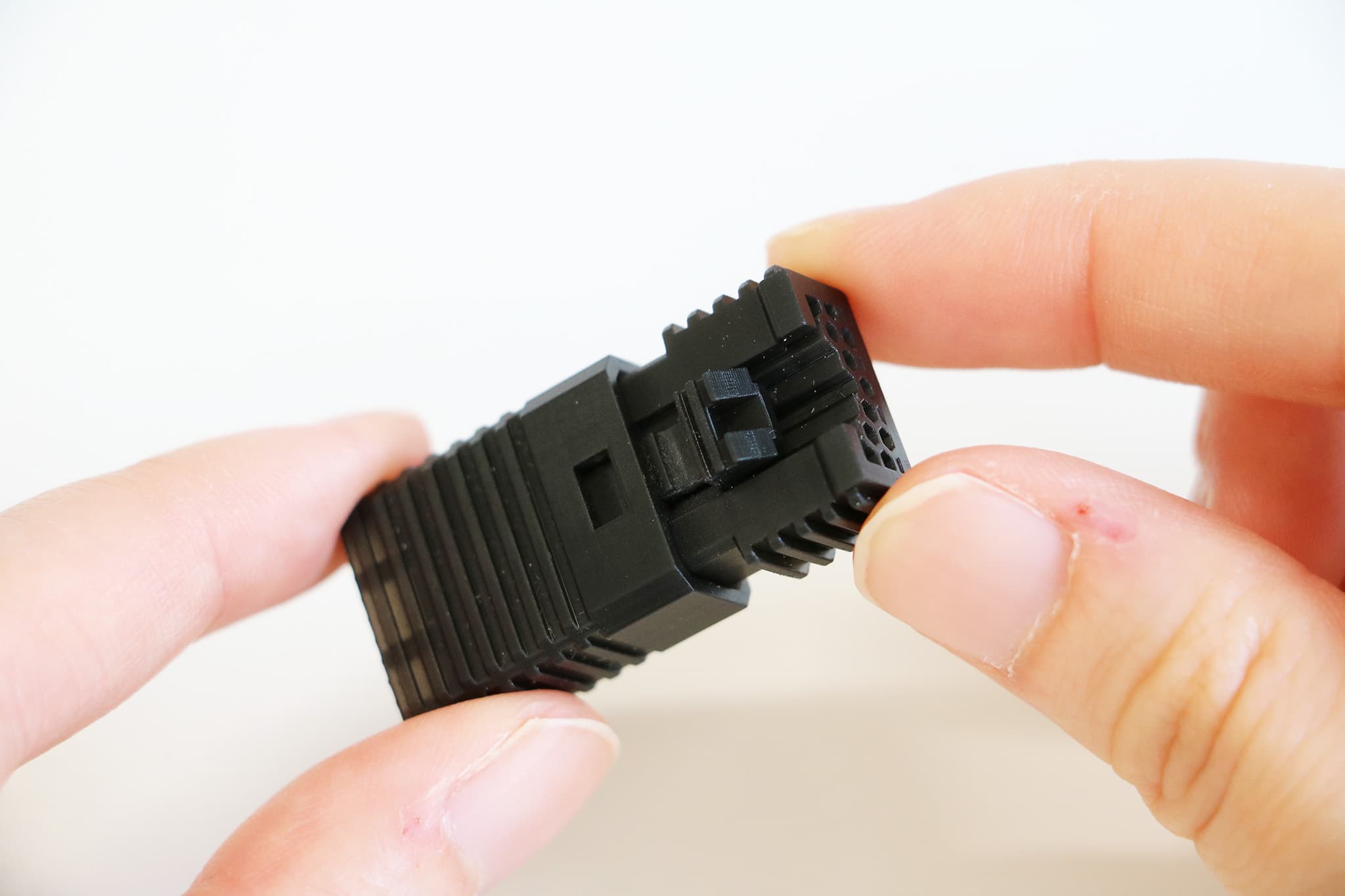
再現性の高い造形品を製作可能!
表面も成形品に近い滑らかさ表面が綺麗で、微細形状の再現性が高い。靭性もあるため、微細形状の組付け確認にて適応可能です。
紫外線によって固まる液体の樹脂に対し、下からLEDを当て、化学反応により硬化させて造形します。
作成時にサポートという支え形状が付きます。
- 対応材料
- PRO-BLK10、 Rigid White、 HI TEMP 300-AMB、 High Temp 150℃ FR Black、 Tough Clear、 RUBBER-65A BLK
- 積層ピッチ
- 0.05mm(RUBBER-65A BLKは0.1mm)
- 備考
- ご発注時、サポート痕除去オプションの有無をお選びいただけます
このページの目次
造形工程紹介
-
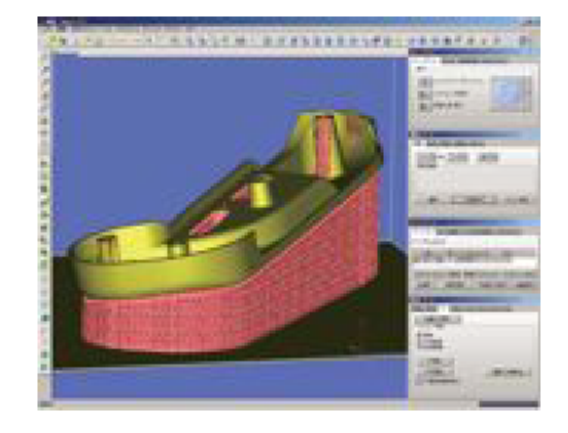
手順1:造形データの準備
STLデータを造形機の中にレイアウト・サポート形状を付与し、スライスデータ化・造形条件設定を行い造形機に読み込ませます。
-
手順2:造形
下からプロジェクターでライトを当て、ライトがあったった部分が製品として固まります。
-

手順3:取り出し
造形が終わったら、造形機の外に取り出します。
-

手順4:洗浄
特殊な洗浄液で製品の周りについてる余分な固まっていない材料を取り除きます。
-

手順5:2次硬化(ポストキュア)
出来上がったばかりの造形品はまだ固まり切っていないので、さらに数時間光を当てて完全に硬化させます。
-

手順6:サポート除去
造形品からサポートを取り除き、ついていた箇所を紙やすりでならします。
光造形のサポートについて
-
「サポート」とは?
光造形には、サポートとよばれる造形中に製品を支えるための柱構造が必要になります。光造形の場合、サポートは製作と同じ材料で作られています。配送時のクッションにもなるので、つけたままお届けしております。
-
サポート痕磨きオプションのご案内

※光造形(Figure 4® / SLA)の場合、サポートと呼ばれる製品を支える構造が一緒に造形されます。
出荷時にはサポート形状は取り外した状態(サポートが付いていた箇所がブツブツしている状態)で発送します。 サポートが付いていた痕(ブツブツ状態)をならすための磨き処理(#120やすりでの仕上げ処理)をご希望の場合は、こちらのオプションをご選択ください。


造形事例紹介

造形品の注意事項
-
形状の再現性について
- 再現できる最小板厚
0.5mm~0.8mm(材料により異なります)
PRO-BLK10、 Rigid White、 HI TEMP 300-AMB、 High Temp 150℃ FR Black、 Tough Clear、 RUBBER-65A BLK
- 微細形状の再現性
0.5mm~0.8mm(材料により異なります)
PRO-BLK10、 Rigid White、 HI TEMP 300-AMB、 High Temp 150℃ FR Black、 Tough Clear、 RUBBER-65A BLK
- 特定の変形しやすい形状
-
箱形状 開口部が変形してしまう可能性があります。 板形状 反り、変形が発生します。 塊形状 寸法管理が難しく(収縮により、基準値よりも小さめにできる傾向)、反りやヒケが著しく起こる可能性があります。
内部の中空化を提案する場合があります。その場合Φ3mm以上の穴を2か所以上データに設ける必要があります。
-
製品の外観に関して
- 気泡混入について
- 造形品内部にΦ1㎜以下の気泡が混入する事があります。
- 三角パッチ
- 造形方向により、積層のエッジ部分が強調され線が入ったように見えることがあります。
- その他
- 造形方向により、積層のエッジ部分が強調され線が入ったように見えることがあります。
樹脂硬化タイミングの差から樹脂にヒケまたは、ライン上の段差が発生することがあります。
劣化・変色・変形について
従来の光造形(SLA)に比べて、紫外線や湿度に対して安定性が向上し、経年劣化しづらくなっています。
-
材料残り・サポート残りについて
中空形状の場合、内部の液体樹脂を取り除く為、Φ5mm以上の穴を2か所以上データに設ける必要があります。また、袋小路や微細部に樹脂が残り硬化することがあります。
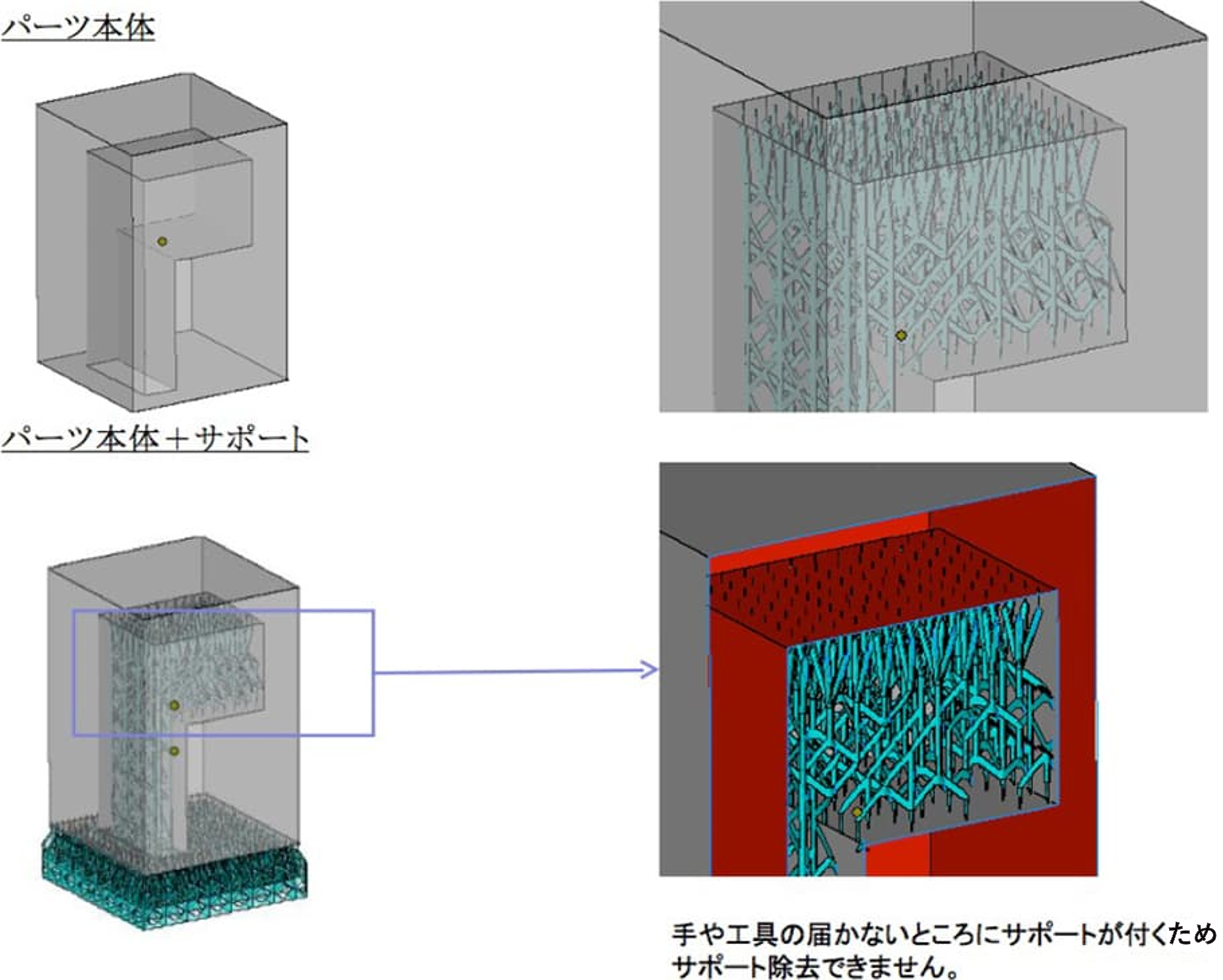
中空形状の場合は内部にサポートが立ち、除去できない場合があります。また、形状により除去できない箇所にサポートが配置される可能性があります。-
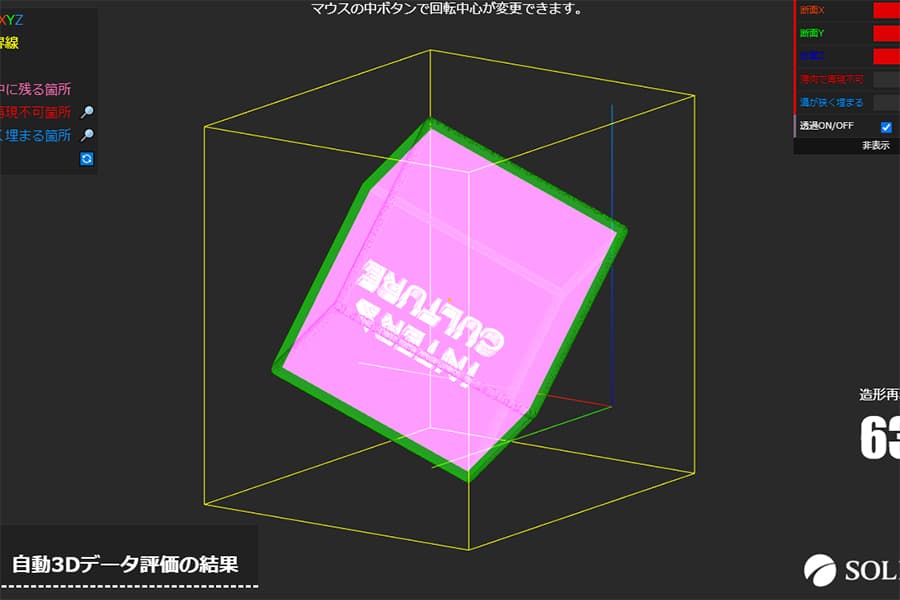
自動3Dデータ評価システムで中空形状が検出されている様子
-
光造形の中に液状の材料が残っている様子
※サポートの除去が不可能な例
-